Le robot collaboratif pour une automatisation accessible et flexible
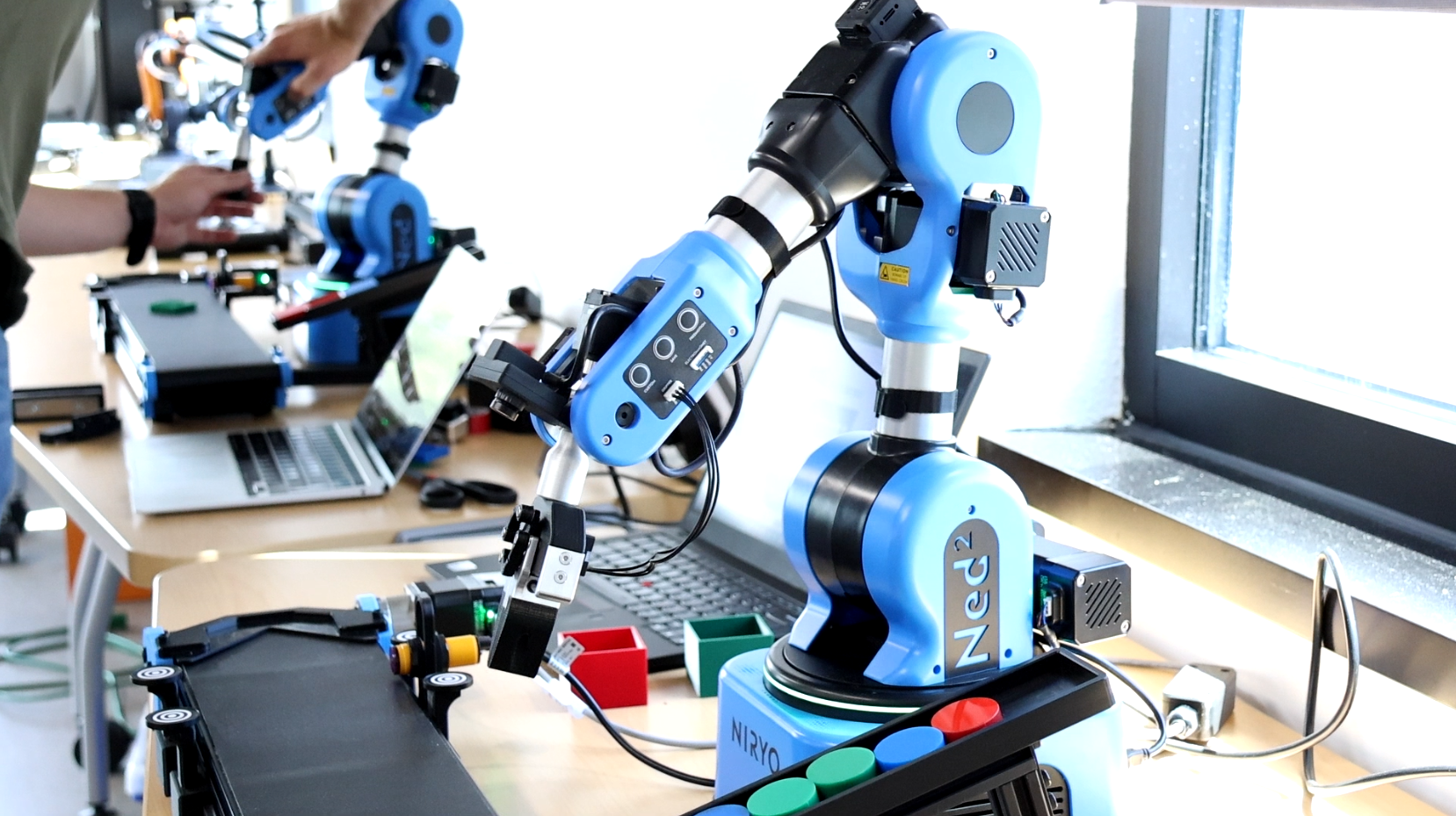
Le robot le plus avancé pour l'éducation
Disponibles pour tous les cas d’usage
Pack tout-en-un pour débuter en robotique
Packs robotiques complets pour tous les niveaux
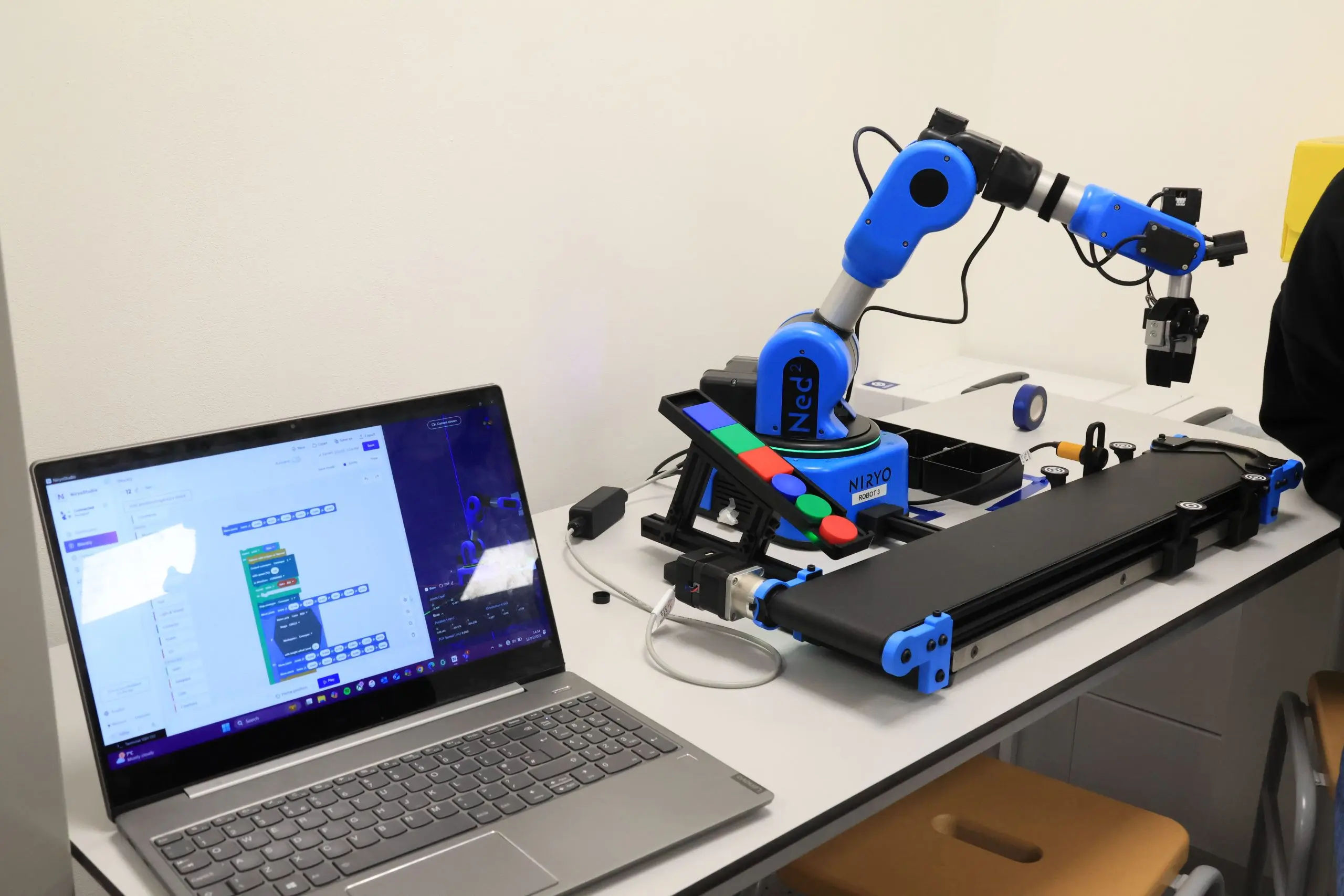
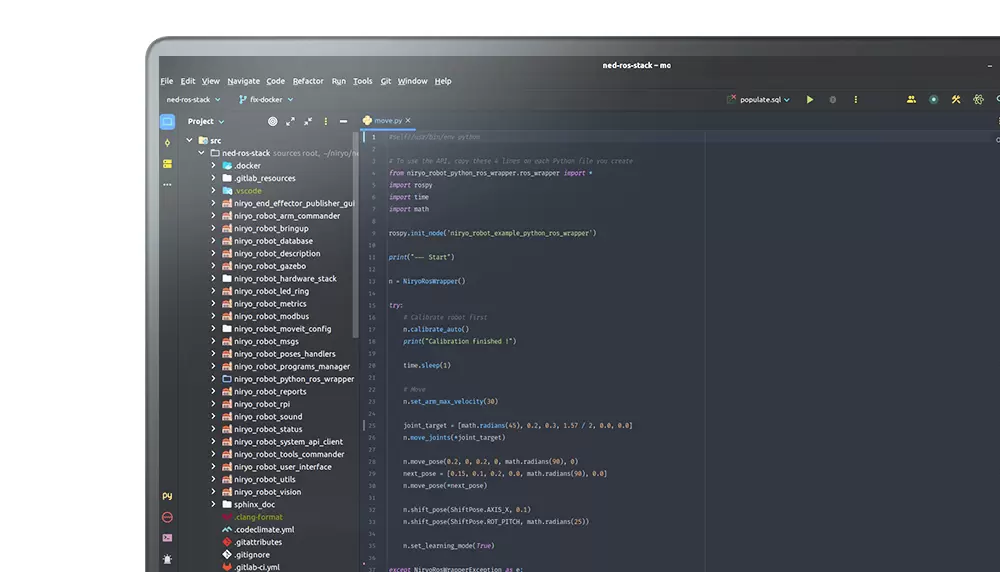
Programmation simplifiée avec Blockly et Python.
Des ressources sur-mesure, adaptées à vos objectifs d'apprentissage.
Automatisation sur-mesure de vos processus.
Accompagnement gratuit pour réussir votre projet.
Accompagnement d'expert pour maximiser vos performances.
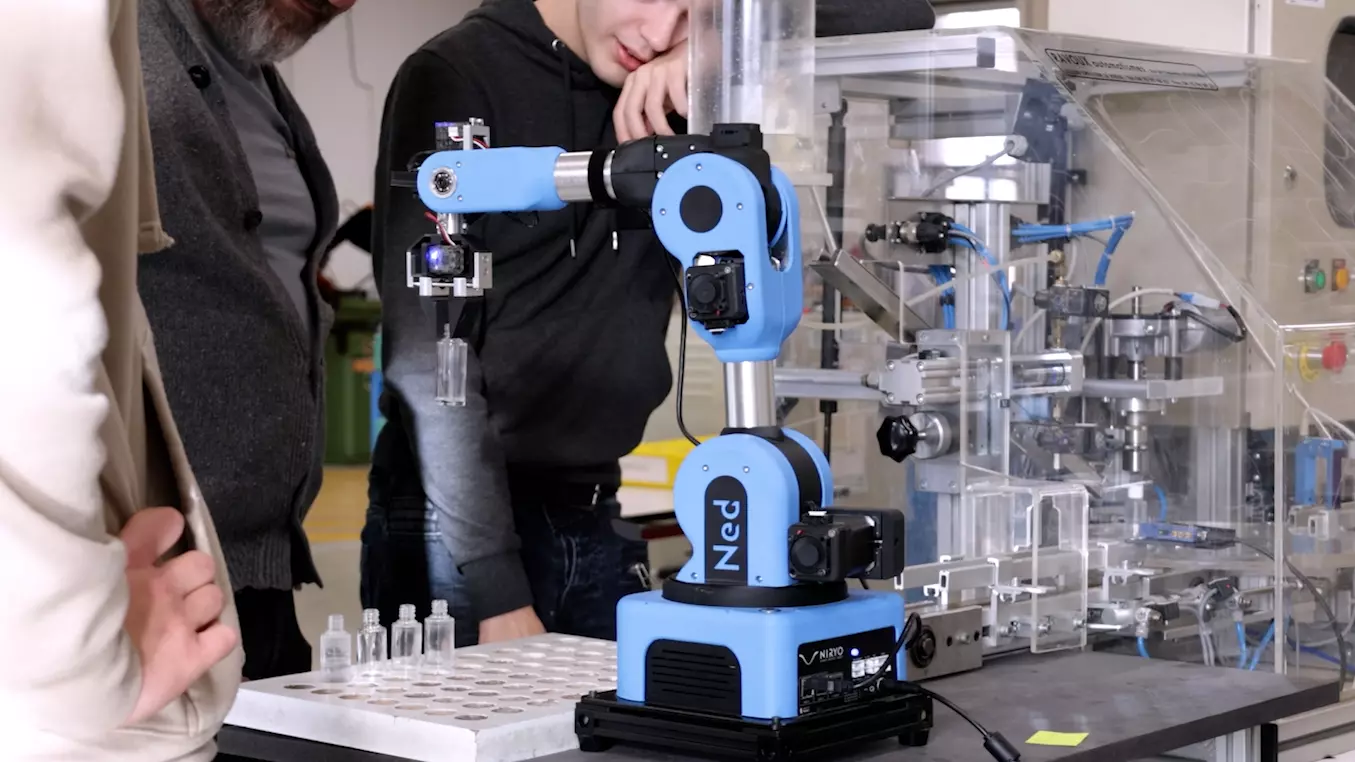
Comment un fabricant de sauce alimentaire a industrialisé et automatisé le contrôle qualité de ses flacons.
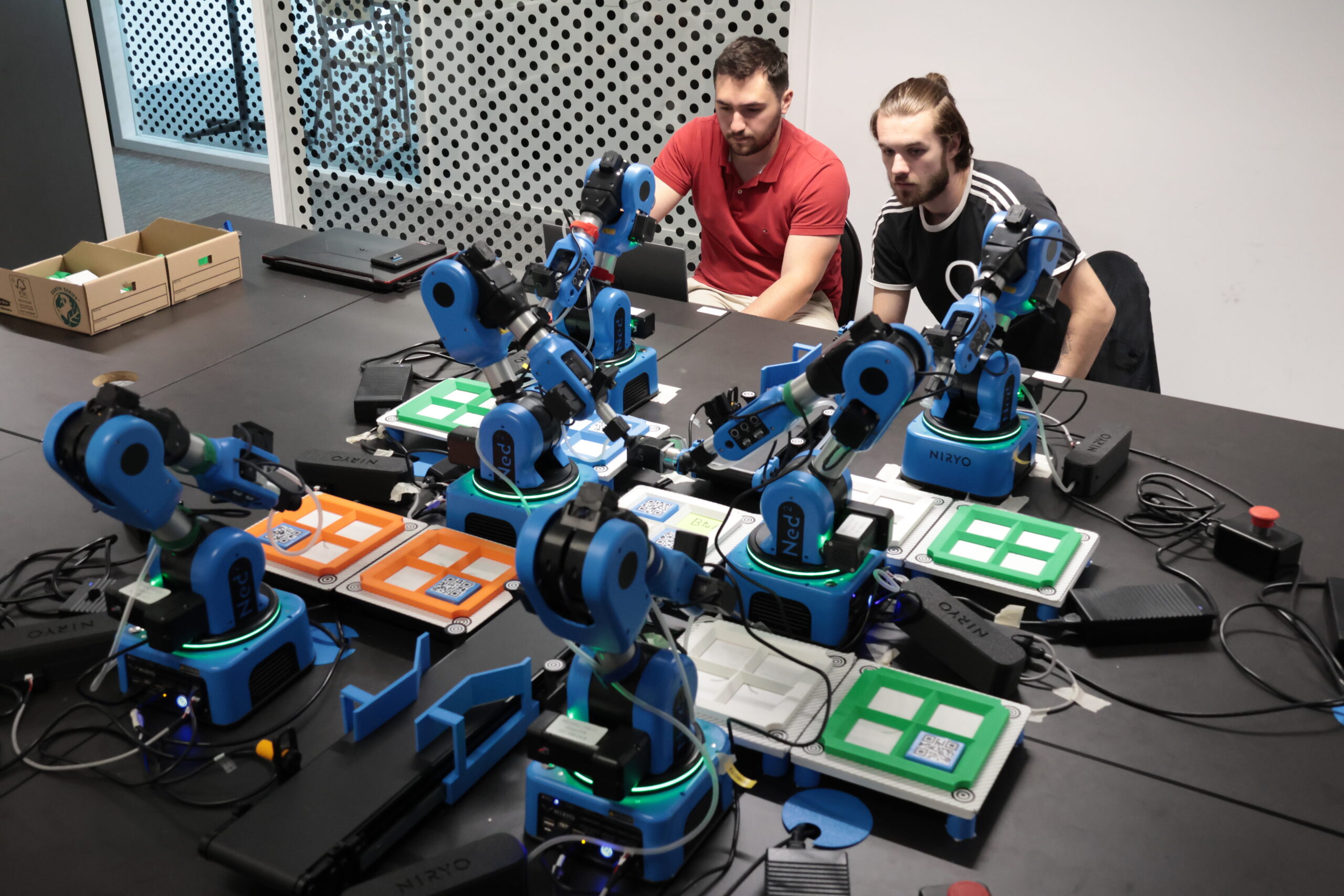
Le potentiel de la robotique en classe.
Des ressources adaptées à vos objectifs
Des montées en compétence avec Niryo.
Dernières mise à jour applicatives
Les réponses à vos questions
Spécifications et caracatéristiques détaillées
Modèles d’accessoires 3D
Tout savoir sur Niryo
Rejoignez les distributeurs qui nous font confiance.
Rejoindre l'aventure Niryo
Détecter, identifier et trier des objets en fonction de leur couleur avec Ned2
Collaborating with CESI Lyon to Bring Robotics to Life: The Micro Learning Factory
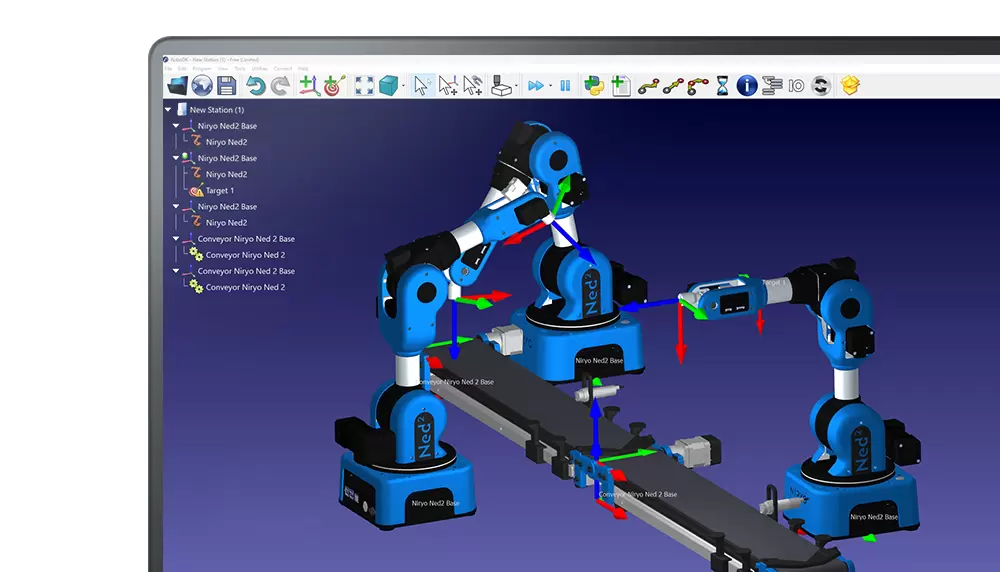
Simulating the Assembly of a Mini Ford T with a robot arm
Améliorer les compétences en robotique : Formation pratique pour les étudiants
Apprendre la programmation
Découvrir la robotique
Formation vision IA
Découvrir l’industrie 4.0
Utiliser l’IA pour reproduire la langue des signes avec un bras robotisé
Reproduction des mouvements d’un robot par l’IA
Donnez des instructions au robot et associez-le à des algorithmes d’IA
Développer la créativité de vos élèves de façon ludique avec Ned2
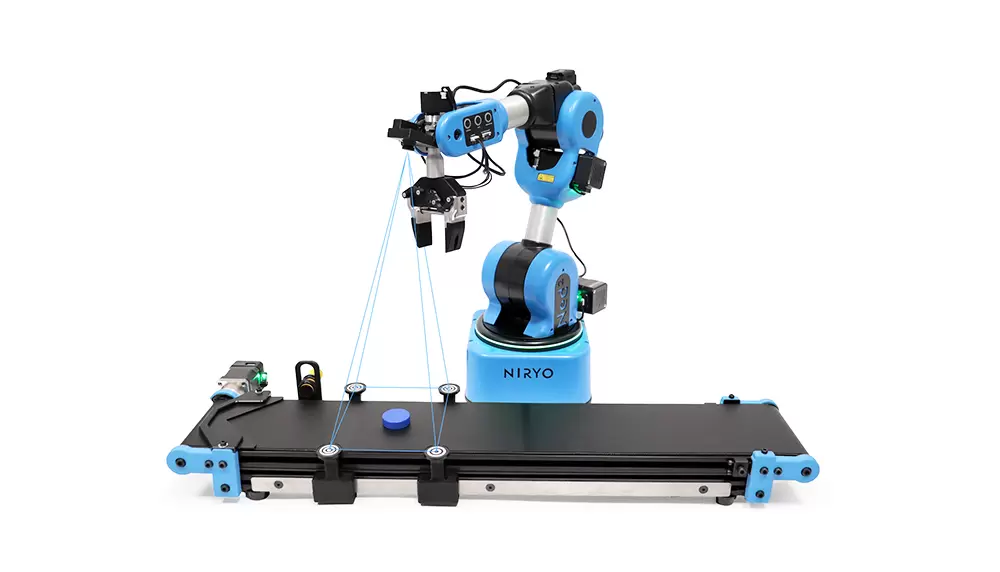
Ramasser les objets sur un convoyeur à l’aide d’un bras robotisé et les empiler
Introduction à la ligne de production
Simuler une palettisation robotisée
Introduction à la robotique






 Se connecter
Se connecter